| 产地 | 山东 |
|---|---|
| 品牌 | 正久金属 |
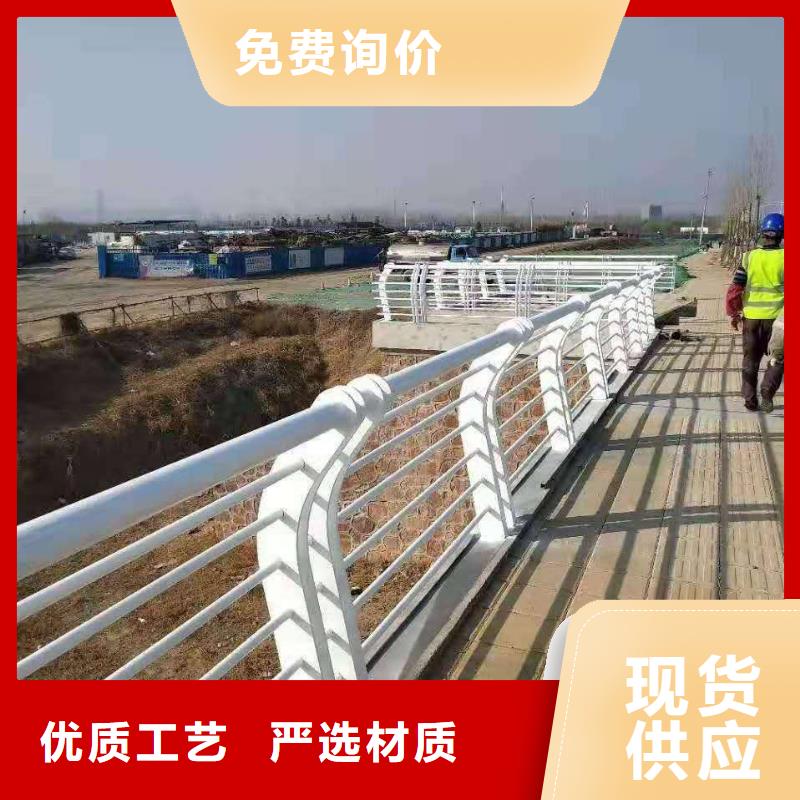
| 材质 | 不锈钢复合管 |
| 是否可定制 | 是 |
| 是否出口 | 否 |
| 加工方式 | 来图来样加工 |
| 销售模式 | 自产自销 |





桥梁护栏由于本地价格持续偏高,尤其个别规格严重偏离市场,导致外围资源或成批量涌入,或部分规格集中到货,一定程度上冲 击了市场形态,也使得本周库存统计方面较上周有明显的萎缩,甚至降幅近乎腰斩。在需求仍有增长的前提下,既要限产量又要保证有效供给,需要减少防撞栏杆产品出口、增加进口来平衡国内需求。在“双循环”新格局下,防撞栏杆行业应以满足国内需求为主,即使有一定的缺口,也可用进口来补充,特别是要鼓励钢坯等初级产品的进口。不锈钢复合钢管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。 防撞护栏可以有效设备穿梭时因意外撞击造成的设备和设施的损坏,那么应该如何安装呢以下是安装防撞护栏的一些要点。在离梁表面10厘米的高度处嵌入40厘米的内部支撑钢筋,以确保下部的尺寸和拉杆的张力。


泸州正久金属制品有限公司自投产以来,通过优良的 景观护栏产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 景观护栏。




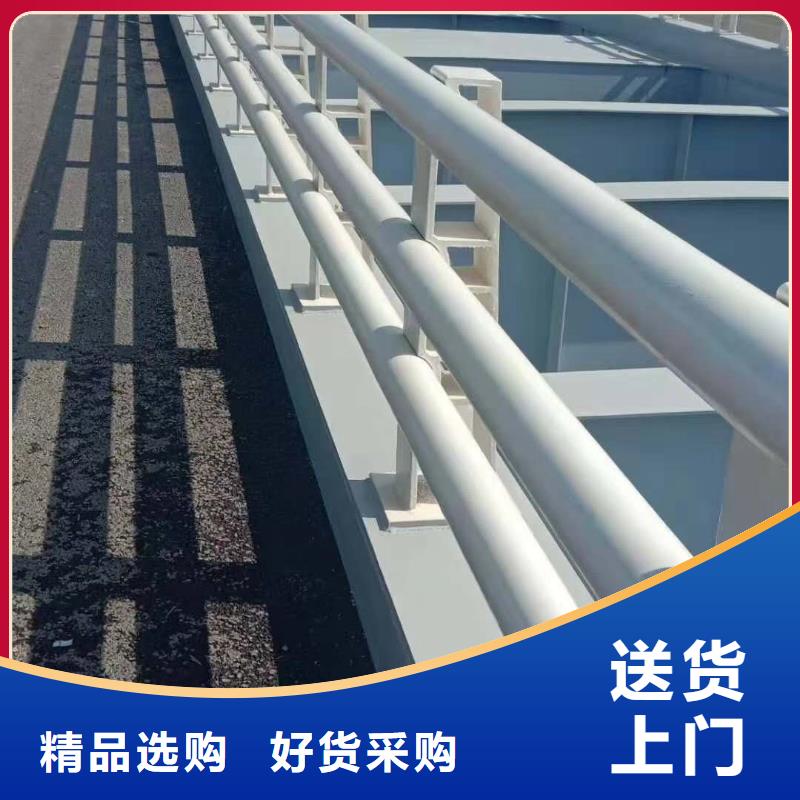
桥梁护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.桥梁防撞护栏焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.


桥梁护栏防撞护栏板的安装要求:1、由于防撞护栏的横截面尺寸基本上是上大下小,在进行模板加固时一定要用预埋钢筋将模板压下,防止浇筑混凝土时模板浮动。2、护栏进行浇筑过程中混凝土时侧面可以容易产生聚集形成气泡,浇筑时在转角不同位置应分两层浇筑,让下部混凝土的气泡尽量先散出来。在混凝土进行振捣工作过程中由人工加强对模板斜面的敲打,尽量可以减少由于混凝土斜面处气泡产生较多的现象。3、平曲线上的桥梁要认真进行核对活动护栏结构位置及与梁板的相对社会关系,防止安全护栏预埋钢筋埋错位置。4、实缝的位置和角度应准确,支模时应完全断开。护栏拆模后应及时将真缝清理一个干净,不得在缝中残留进行混凝土、石子等硬物,防止企业出现瞎缝。



![[泸州]正久金属制品有限公司名片](http://ypmimg.huaer.cc/UploadImg/2791/new_card.jpg "[泸州]正久金属制品有限公司名片")